Contact
Write to Us And We Would Be Happy to Advise You.
Do you have any questions, or would you like to speak directly with a representative?
By Fariha
A membrane switch and a keyboard are not the same product — and for OEM product designers specifying an input interface for industrial, medical, or commercial equipment, that distinction drives everything. A membrane switch is a custom-engineered, sealed interface component built directly into your product. A keyboard is a standalone data-entry peripheral. If your application involves harsh environments, custom form factors, IP ratings, or embedded HMI design, you need a membrane switch — not a keyboard. Niceone-Keypad designs and manufactures custom membrane switches from our Dongguan factory, with engineering support through our US office in Redding, CT. This page helps product designers and procurement engineers make the right technology call before writing an RFQ.

Not exactly — and confusing the two leads to the wrong specification.
A membrane keyboard is a consumer or office product: a fixed-format, rubber-dome-based desktop peripheral. A membrane switch is a multi-layer, custom-manufactured sealed interface component designed to be integrated directly into OEM equipment.
They share a similar layer concept — flexible film with conductive traces — but they serve fundamentally different purposes. Membrane switches are specified with custom shapes, overlay materials, dome forces, IP ratings, backlighting, and connector types. Keyboards are bought off the shelf in standard formats.
If you’re designing a product, you’re specifying a membrane switch.
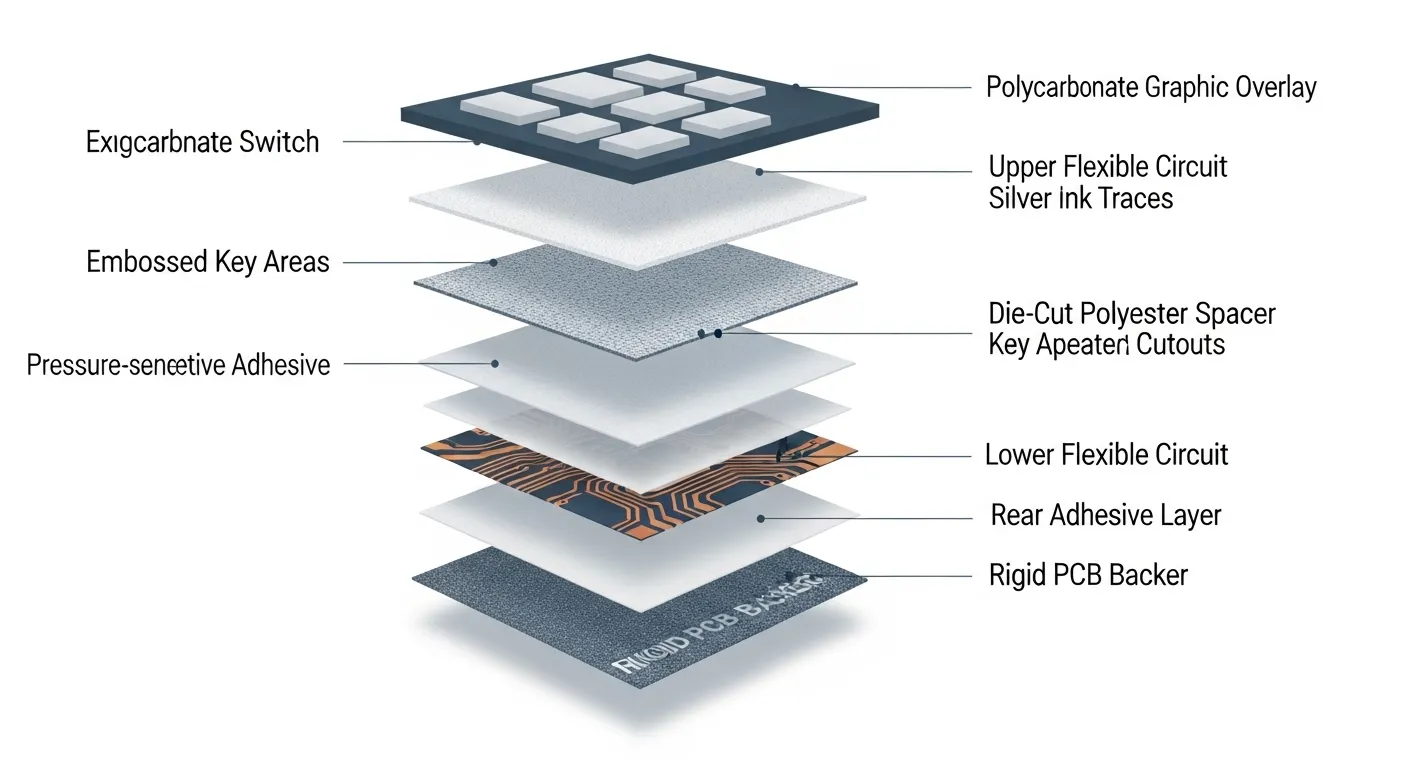
Membrane switch layer stack:
This construction is sealed at the perimeter, making it inherently resistant to dust, liquids, and contaminants. The total assembly thickness typically runs 0.5–2 mm depending on the design.
Mechanical keyboard construction:
Each key switch is an independent, repairable component. Key travel is typically 2–4 mm. The open-gap construction between keys makes environmental sealing impractical without a full external enclosure.
The practical consequence: membrane switches can be made waterproof, chemical-resistant, and form-fitted to your product. Keyboards cannot be sealed to IP65 without a costly external housing — and even then, they retain fixed form factors and significant thickness.
| Feature | Membrane Switch | Keyboard (Mechanical) | Industrial Relevance |
|---|---|---|---|
| IP / Environmental Sealing | IP65–IP67 achievable by design | Not achievable without external housing | Critical for washdown, outdoor, or wet-process applications |
| Form Factor | Fully custom — any shape, layout, size | Fixed standard formats only | Custom OEM panels require custom fit |
| Overlay Material | Polycarbonate, polyester, hardcoat options | ABS or PBT keycaps | Material drives chemical resistance and UV durability |
| Tactile Feedback | Metal dome (tactile snap), polydome, or non-tactile | Spring-actuated key switch | Metal dome provides audible/tactile confirmation without key travel |
| Backlighting | LED, light guide film, EL, fiber optic | LED per-key or none | Backlighting is a membrane switch design variable, not an add-on |
| Profile / Thickness | 0.5–2 mm assembled | 15–35 mm with housing | Low-profile panels and flush-mount designs require membrane construction |
| Operating Temperature | Rated for wide industrial ranges | Standard office conditions | Industrial/outdoor deployment needs verified temp range per spec |
| Cost at OEM Volume | Lower per unit at volume with integrated tooling | Unit cost rises with integration complexity | Total cost of integration favors membrane switch at production scale |
| Repairability | Replace the full panel | Replace individual key switches | Membrane switch replacement is a panel swap, not component-level repair |
| Best Application Fit | OEM embedded HMI, industrial panels, medical devices | Data terminals, handheld computers, high-intensity typing |

These are the applications where membrane switches are the engineering-correct choice.
Medical devices — Patient monitors, infusion pumps, diagnostic equipment, and surgical systems require flat, cleanable surfaces that tolerate disinfectant wipes and gloved operation. Membrane switches provide sealed, crevice-free interfaces compatible with clinical cleaning protocols.
Industrial control panels — Machinery operating in environments with oil mist, coolants, metal dust, or vibration requires a sealed, durable interface. A membrane switch’s perimeter seal and flexible construction handle these conditions where open keyboard gaps cannot.
Food-processing equipment — Hose-down cleaning cycles demand IP65 or higher sealing. Membrane switches with polyester overlays and chemical-resistant hardcoats handle these wash cycles; keyboards with exposed gaps do not.
Agricultural and outdoor equipment — UV exposure, dust ingress, and temperature extremes rule out standard keyboards. Membrane switches can be specified with UV-stable overlays and sealed to keep grit and moisture out of the circuit.
HVAC and appliance OEM — Low-profile panels flush-mounted in equipment housings are a natural fit for membrane construction. The thin profile integrates without the height penalty of a keyboard housing.
Automotive HMI — Vibration tolerance, thin panel design, and custom key layouts make membrane switches standard in automotive interior controls and display panels.
Honest specification requires knowing when a keyboard is the right call.
High-volume data entry — If operators are typing long strings of text or numerical data at a workstation, a mechanical keyboard provides more ergonomic key travel and faster repeat entry than most membrane panels.
Field-serviceable terminals — Where individual key replacement is required in the field, mechanical keyboards allow component-level repair without panel replacement.
High-cycle-life tactile requirements — Some industrial data terminals with extremely high keystroke frequency benefit from the per-switch serviceability of mechanical construction.
Low-volume prototyping without tooling budget — Membrane switch tooling has a one-time setup cost. For very early-stage prototypes where custom tooling isn’t justified yet, an off-the-shelf keyboard may be a temporary bridge before final HMI design.
Once you’ve confirmed that a membrane switch is the right choice, these are the parameters that drive the design:
Sending these details with your first enquiry significantly shortens the design review cycle.
Yes. Metal dome actuators — stainless steel domes pressed into the circuit stack — produce an audible click and tactile snap on actuation. Actuation force and dome profile are specified per project. For applications requiring gloved-hand confirmation without key travel, metal dome membrane switches are the standard solution.
Properly designed membrane switches achieve IP65 (dust-tight, water jet resistant) and IP67 (temporary submersion) ratings. The sealed perimeter construction and lack of open key gaps make this achievable without an external housing. IP rating targets should be confirmed at the specification stage.
At production volumes, yes. Custom membrane switch unit costs decrease with volume, and the integration is direct — no separate housing, no key-switch sourcing, no assembly. Total cost of integration at scale favors membrane switches over integrating a keyboard into a custom product.
A membrane switch uses printed flexible film circuits with a graphic overlay. A silicone rubber keypad uses molded silicone with carbon pill contacts. Membrane switches offer greater design flexibility — custom overlays, backlighting integration, FPC outputs. Silicone keypads offer more tactile travel and a rubberized surface feel. Niceone-Keypad produces both.
In consumer terminology, “membrane keyboard” refers to a rubber-dome desktop peripheral. In industrial and OEM terminology, “membrane switch” refers to a custom-built sealed interface component. These are related technologies but different products. If you’re specifying an HMI panel, you’re in membrane switch territory.
If your application fits the membrane switch column — sealed environment, custom form factor, embedded HMI, industrial or medical use — our design team in Dongguan and our US engineering contact in Redding, CT are ready to move your spec forward.
To get a design review or sample quote, send us:
Contact Niceone-Keypad at https://www.niceone-keypad.com or reach our CT office directly for US-based RFQ coordination. Samples and prototype builds are available — specify your requirements and we’ll confirm the design path.
Do you have any questions, or would you like to speak directly with a representative?