Contact
Write to Us And We Would Be Happy to Advise You.
Do you have any questions, or would you like to speak directly with a representative?
By Fariha
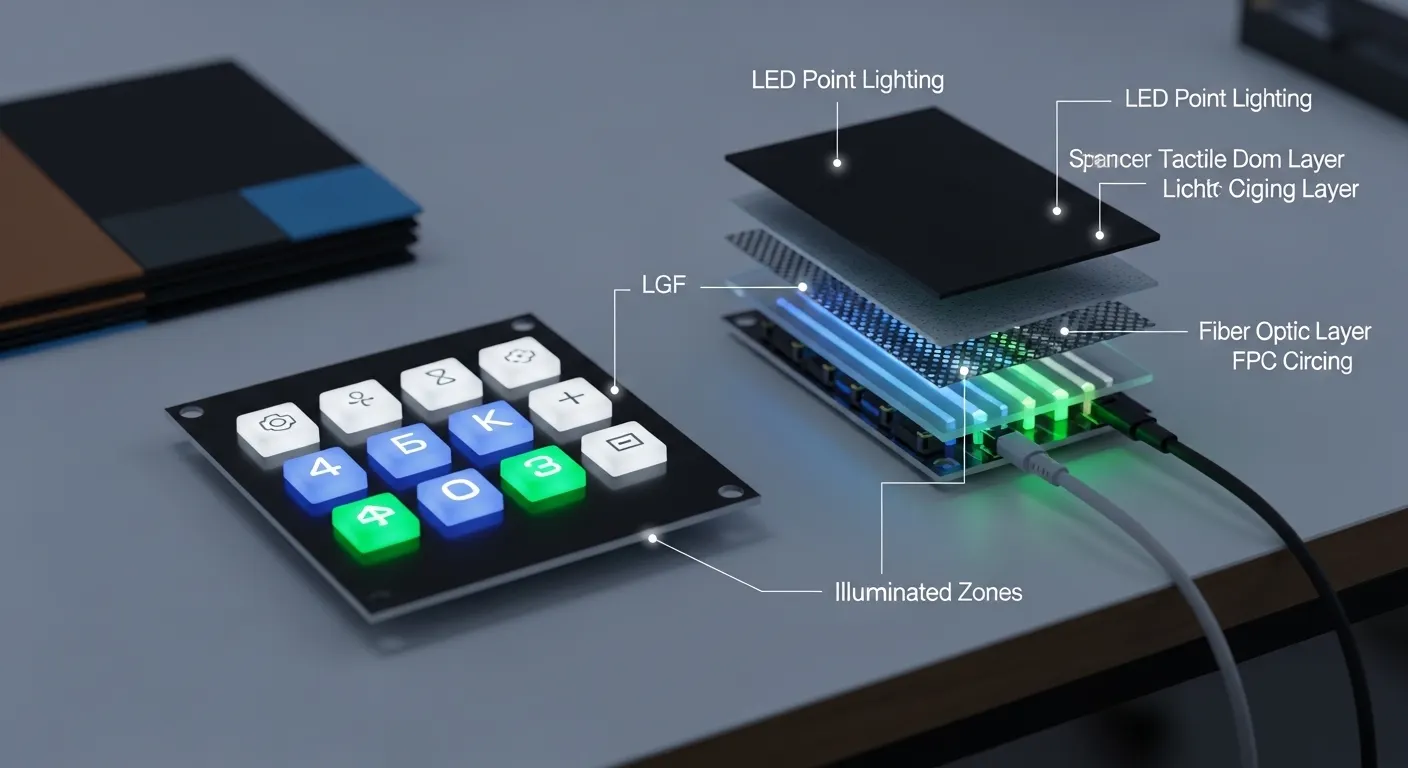
Niceone-Keypad designs custom backlit membrane switch panels for OEM engineers who need readable, low-profile HMI controls in low-light or dark operating environments. For a backlit membrane switch panel, the main design choice is not only “add LEDs”; it is choosing the right lighting method, overlay construction, circuit layout, and power budget so the final panel looks even instead of blotchy.
Our Dongguan factory supports custom membrane switches, graphic overlays, FPC circuits, PCB-based membrane switches, tactile and non-tactile keypads, and backlighting solutions including LED, light guide film, and fiber optic designs. Our CT office can also support US-based communication during specification review.
This page helps engineers compare LED point lighting, light guide film, electroluminescent lighting, and fiber optic backlighting before sending an RFQ. If your panel needs lit icons, RGB status feedback, uniform key illumination, or sealed low-light operation, the details below will help you prepare a clearer specification.
Different backlighting methods solve different HMI problems. A small power indicator does not need the same structure as a full illuminated keypad. A battery-powered handheld device also has different limits than a fixed industrial control panel.
| Backlighting method | Best use | Uniformity | Thickness impact | Color options | Power / circuit notes | Main design risk |
|---|---|---|---|---|---|---|
| Direct LED point lighting | Status windows, icons, small keys, indicators | Medium | Medium | Single color, dual color, RGB possible | Needs LED position, resistor, voltage/current details | Hot spots near LED |
| Light guide film (LGF) | Thin, even lighting across keys or symbols | High | Low to medium | Usually single-zone color; RGB possible by design | Uses side-firing LEDs and light guide layout | Light leakage or uneven dot pattern |
| Electroluminescent (EL) | Soft, broad glow behind large areas | High | Low | Typically limited color choices | Needs inverter and electrical review | Brightness aging and inverter constraints |
| Fiber optic backlighting | Broad uniform lighting, low heat, low EMI needs | High | Medium | Depends on LED source | Uses fiber cloth and LED light source | Higher design complexity |
For many modern membrane panels, direct LEDs and LGF are the first options to compare. LEDs are efficient and flexible for small lit areas. LGF is often better when the buyer needs a thinner panel with more even illumination across multiple keys or icons.

A blotchy panel usually comes from a mismatch between the light source and the overlay design. Bright spots appear when the LED is too close to a window, when diffusion is weak, or when the light guide does not distribute light evenly. Dark zones appear when the light source cannot reach the full illuminated area.
Light leakage is another common issue. It can happen around key edges, connector areas, transparent ink zones, or between graphic layers. Black masking, opaque adhesive, controlled ink transmittance, and proper spacer design help keep light only where the user should see it.
An even backlit panel usually depends on several design rules:
If you want visual references for panel styles and HMI layouts, review Niceone’s membrane switch design examples gallery.
LED point lighting is suitable when the panel only needs specific lit areas. Common examples include power icons, warning indicators, start/stop buttons, status windows, brand logos, and individual function keys.
This option gives the engineer more flexibility with color. Single-color LEDs are common, while dual-color or RGB LEDs can support status feedback. For example, one window may show green for ready, red for fault, or blue for active mode. However, RGB effects need clear control logic and electrical planning.
Before choosing direct LEDs, confirm:
Direct LEDs are simple for indicators, but they can create visible hot spots. If the buyer expects smooth light across a large key field, LGF or fiber optic lighting may be a better fit.
Light guide film is often the better choice when the design needs thin, uniform lighting across several keys, icons, or display zones. Instead of placing one LED behind each illuminated point, LGF guides light from side-firing LEDs across a patterned film layer.
The LGF pattern controls how light exits through the overlay. This can reduce hot spots and help the panel look more consistent. It can also reduce the number of LEDs needed, depending on the layout.
LGF is especially useful for:
The design still needs careful review. Dark overlay colors, dense printed ink, poor masking, or large distance between light source and icons can reduce brightness. Niceone’s design team can review artwork, lit zones, and circuit constraints before production planning.
Electroluminescent backlighting creates a soft, uniform glow across a broad area. It can be useful when a panel needs a flat illuminated field rather than individual LED points. However, EL designs normally require an inverter, and brightness behavior should be reviewed based on the application and expected usage.
Fiber optic backlighting uses a fiber layer or cloth to distribute light from an LED source. It can support broad uniform illumination with low heat at the panel surface. It may also be considered when EMI, thermal behavior, or wide-area lighting is important.
Fiber optic backlighting can be useful for:
These options are not automatically better than LEDs or LGF. They should be selected when the lighting effect, environment, and electrical design justify the added structure.
Color and brightness should be specified before the membrane switch stack-up is finalized. A backlit panel for a dark control room may need a different brightness target than a panel used outdoors, inside a machine cabinet, or beside a bright display.
For LED-based designs, the engineer should confirm the LED color, brightness target, current draw, supply voltage, resistor plan, and duty cycle. Battery-powered devices need extra care because continuous backlighting can affect runtime.
For RGB lighting, the design should define the control behavior. The supplier needs to know whether RGB is used for decorative lighting, mode indication, alarm status, or user feedback. Each use case affects circuit design and testing.
Important power and brightness inputs include:
Backlighting affects more than the visual layer. It can change the spacer structure, circuit design, adhesive choice, dome clearance, and tactile response. If LEDs or light guide layers are added late, the panel may become thicker or harder to assemble.
A tactile backlit membrane switch must keep enough space for the metal dome or polydome to move correctly. LED height, LGF film, diffuser layers, and adhesive thickness can all affect the feel of the switch.
For tactile feedback planning, see Niceone’s guide to membrane switch actuation force.
Backlit stack-up review should include:
The goal is to make the panel readable without sacrificing tactile feel, sealing, or assembly reliability.
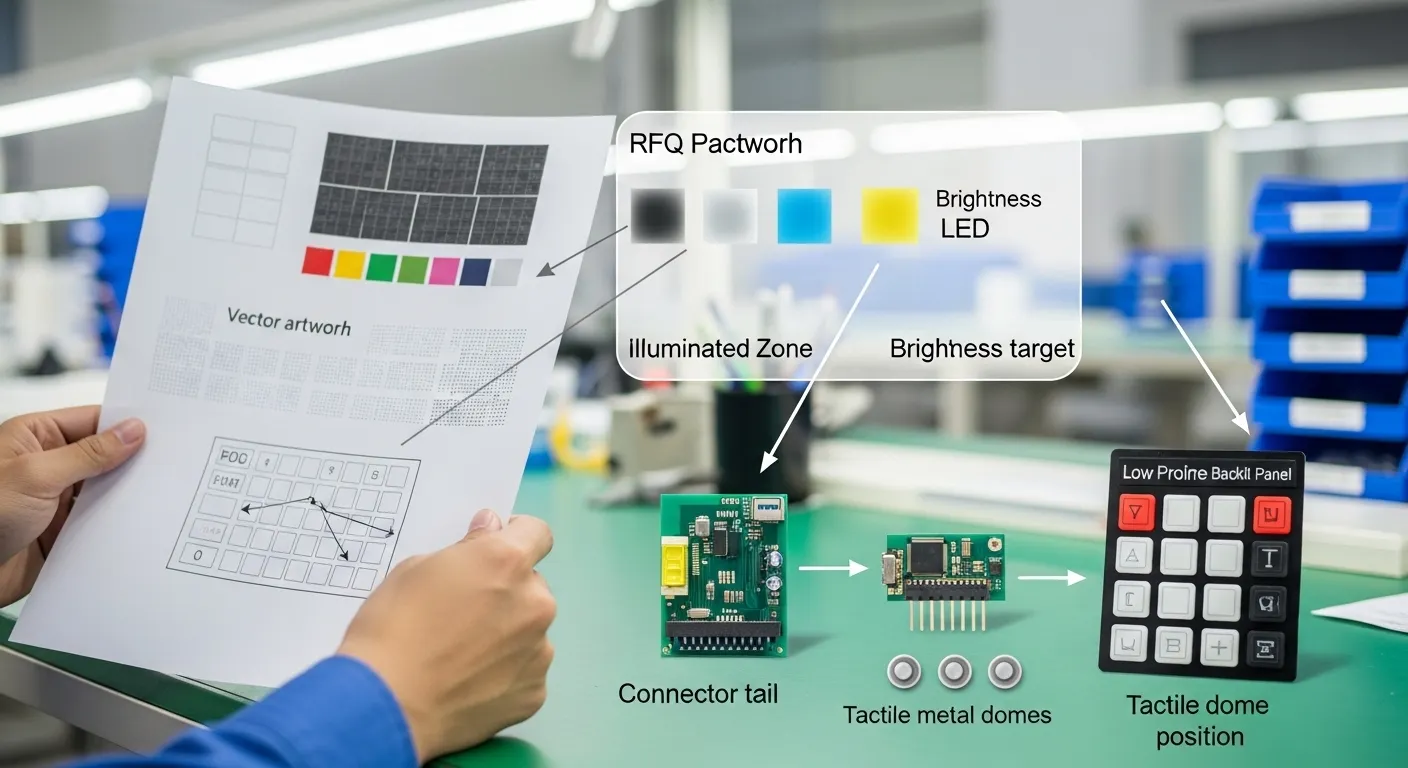
A clear RFQ helps Niceone recommend the right backlighting method faster. If the lighting requirement is vague, the first sample may not match the desired visual effect.
Send these details when requesting a quote:
Niceone can review the lighting structure, overlay artwork, circuit routing, and manufacturability before moving into sampling or production planning.
LGF is better when you need thin, even lighting across multiple keys or icons. Direct LEDs are better for simple indicators, status windows, or small lit areas. The best choice depends on illuminated area, brightness, power, and panel thickness.
Hot spots can be reduced with proper LED spacing, side-firing LED placement, LGF layout, diffuser layers, controlled ink transmittance, and black masking. The artwork, circuit, and overlay stack must be reviewed together.
Yes, RGB backlighting can be designed for status indication or mode feedback. The RFQ should define the color behavior, control method, current limit, lit zones, and whether each area needs independent color control.
Fiber optic backlighting is useful when a panel needs broad, uniform illumination with low heat near the overlay. It may fit rugged, low-light, marine, industrial, or EMI-sensitive designs, depending on the project requirements.
Yes, EL backlighting normally requires an inverter. It can create a thin, soft, uniform glow, but the electrical design and brightness behavior should be reviewed before selecting it for production.
Send artwork, panel dimensions, lit-zone notes, LED color, brightness target, power limits, circuit schematic, connector details, overlay material, tactile requirement, and environment or IP-rating target.
To request a custom backlit membrane switch panel quote, send your drawings, artwork, illuminated zones, LED or LGF requirements, color target, power budget, connector details, tactile preference, and operating environment.
Niceone-Keypad’s Dongguan factory and CT office can help review whether LED point lighting, LGF, EL, or fiber optic backlighting is the right fit before your project moves to sampling or production.
Do you have any questions, or would you like to speak directly with a representative?