Contact
Write to Us And We Would Be Happy to Advise You.
Do you have any questions, or would you like to speak directly with a representative?
By Fariha
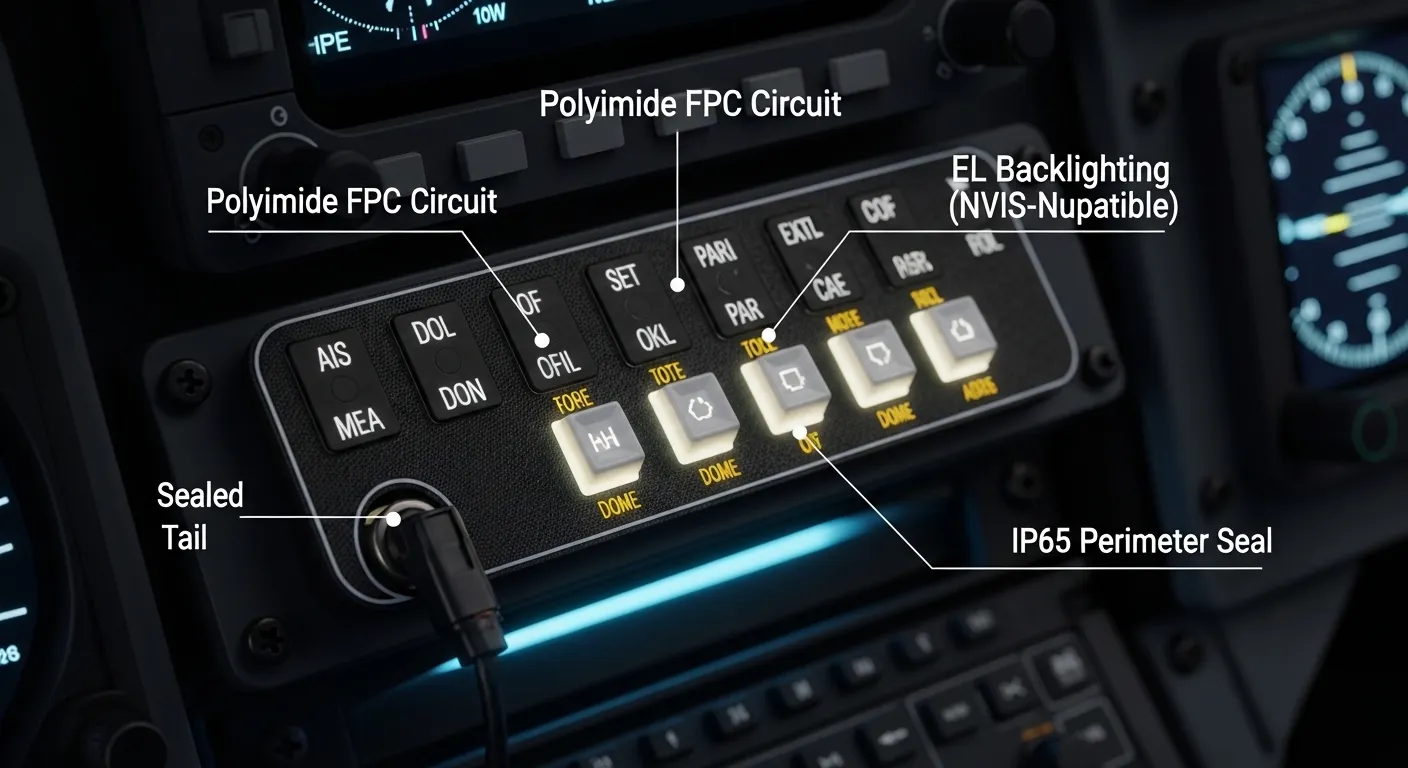
Niceone-Keypad engineers custom aerospace membrane switches for commercial avionics OEM design teams specifying HMI panels for cockpit controls, cabin controls, and avionics enclosure-mounted interfaces. These are not generic industrial switches adapted for aircraft use — they are purpose-specified assemblies built around the three constraints that define avionics membrane switch design: extreme operating temperature range (−55 °C to +85 °C), night-vision imaging system (NVIS) backlighting compatibility, and low-outgassing material selection for enclosed avionics bays.
This page is written for the hardware or design engineer who already knows membrane switches are the right technology and is now qualifying suppliers against a real technical checklist. Niceone’s Dongguan factory handles custom polyimide FPC circuits, EL and filtered-LED backlighting, metal dome assemblies, and sealed IP65/IP67 constructions. Engineering consultations for US-based avionics OEM teams run through our office at 18 Dayton Rd, Redding, CT 06896.
This is a commercial avionics OEM service — not flight-critical certified part production.
Standard commercial HMI membrane switches are designed for 0 °C to +55 °C operating ranges, indoor lighting conditions, and benign enclosure environments. None of those assumptions hold in a cockpit or avionics bay.
The thermal challenge is the first disqualifier. At −55 °C, standard PET overlay films and PET-based circuit substrates can develop micro-cracks at actuation zones. At +85 °C, standard acrylic adhesives soften and lose bond strength. Either failure mode produces delamination or circuit-trace cracking — not acceptable in a panel that must survive years of service across altitude cycles.
Beyond temperature, avionics panel designers must contend with UV exposure through cockpit glazing, vibration loads from airframe and engine sources, and the outgassing constraints of enclosed electronics bays where volatile compounds from adhesives and inks can contaminate optical sensors, lens coatings, and precision circuitry. Cockpit panels also operate under two lighting conditions human beings rarely overlap: bright direct sunlight and complete darkness with NVG goggles.
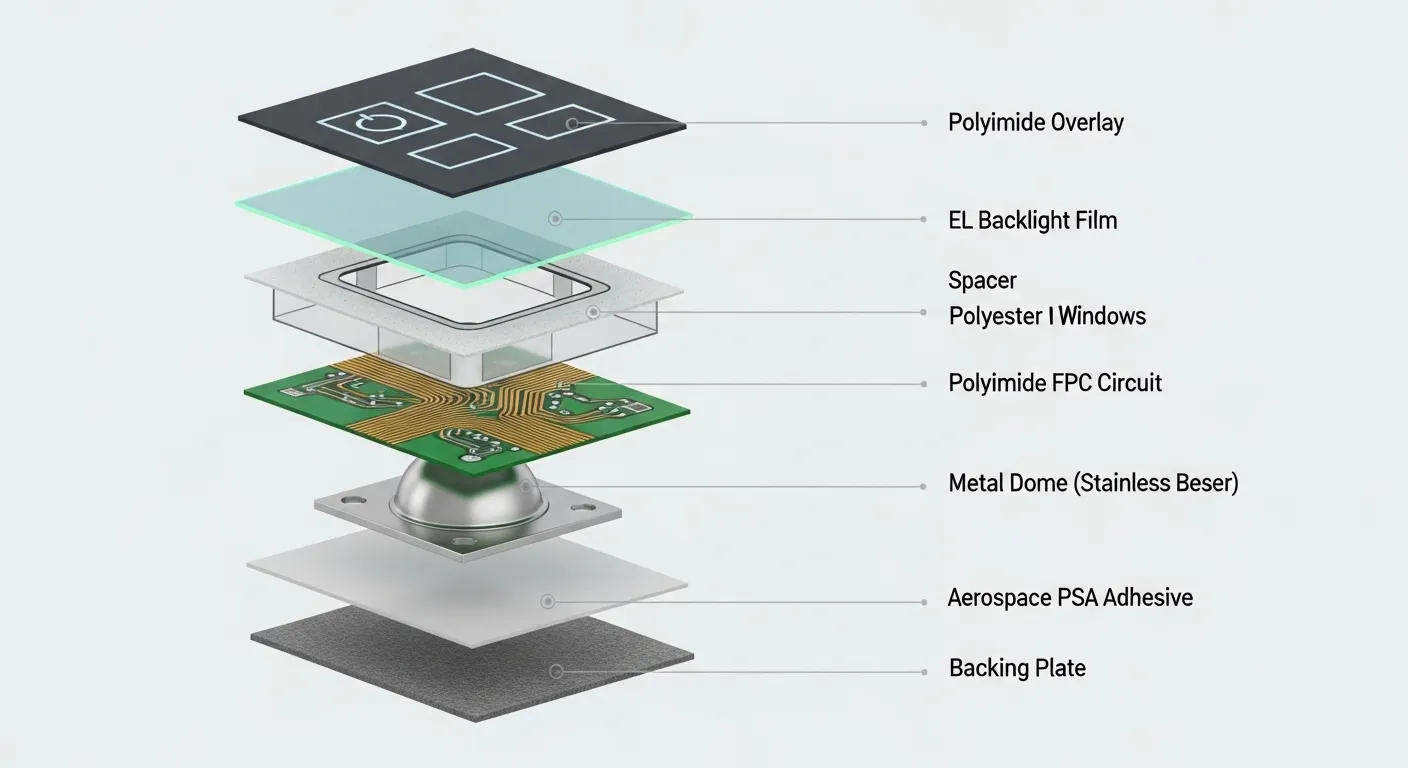
The overlay and circuit substrate choices are where aerospace membrane switch design diverges most sharply from standard industrial practice.
For circuit substrate, polyimide (Kapton-class film) is the preferred material for aerospace temperature requirements. Polyimide retains dimensional stability and flex properties through the full −55 °C to +85 °C range. Standard PET-based silver ink circuits perform acceptably in moderate environments but are not the right choice where thermal cycling is continuous and extreme.
For overlay film, polyester (PET) can serve where the temperature range is managed. For applications at the cold extreme or with prolonged thermal cycling, a polyimide overlay layer adds robustness. Standard polycarbonate overlays — common in consumer and light industrial panels — should not be specified for cockpit applications due to brittleness at sub-zero temperatures and limited UV resistance.
For adhesives, aerospace-grade pressure-sensitive adhesives (PSA) with low-outgassing formulation are required. Standard industrial acrylic PSA is insufficient. Adhesive selection should be confirmed at RFQ stage based on the buyer’s specific outgassing requirement.
For cockpit-weight-sensitive avionics panels, polyimide FPC circuits also offer significant advantage over PCB-based constructions — see our flexible printed circuit keypad (FPC) page for construction detail.
| Spec Category | Standard Commercial HMI | Aerospace HMI Requirement | Niceone Option |
|---|---|---|---|
| Operating Temperature | 0 °C to +55 °C | −55 °C to +85 °C | Polyimide circuit + aerospace-grade PSA |
| Overlay Film | Polycarbonate (PC) | PET or Polyimide | Both available; polyimide for temp extremes |
| Circuit Substrate | PET with silver ink | Polyimide FPC or copper flex | Polyimide FPC available |
| Backlighting | Standard white/blue LED | NVIS-compatible EL or filtered LED | EL and filtered LED options |
| Outgassing | Not specified | ASTM E595 ≤1.0% TML / ≤0.10% CVCM | Low-outgassing adhesive and ink selection on request |
| IP Rating | IP54 typical | IP65 minimum (cockpit sealed) | IP65 and IP67 achievable |
| Actuation/Dome | Polydome standard | Metal dome (stainless) preferred | Metal dome standard offering |
| Cert Context | ISO 9001 standard | Commercial avionics OEM (non-flight-critical) | Design-to-spec; not flight-critical part production |
Night-vision imaging systems (NVIS) and NVG goggles amplify light in the near-infrared spectrum (approximately 625–930 nm). Standard white and blue LEDs emit heavily in this range. A backlit membrane switch panel with standard white LED backlighting can effectively blind an NVG-equipped pilot by saturating the goggle sensor.
MIL-STD-3009 is the industry reference standard that defines NVIS radiance classes and emission limits for avionic lighting equipment. The two most common NVIS classes for cockpit panels are NVIS Green A (restricts emission above 625 nm; used for most military and commercial night-operations cockpits) and NVIS Green B (slightly relaxed limits). The choice between them is driven by the platform operator’s lighting specification.
Two backlighting technologies achieve NVIS-compatible output in membrane switch panels:
Electroluminescent (EL) backlighting — naturally emits in the blue-green spectrum, below the NVG-sensitive near-IR range. Inherently NVIS-friendly without heavy filtration.
Filtered LED backlighting — uses LED arrays with optical filter films tuned to suppress near-IR emission to NVIS Green A or Green B limits. Allows higher luminance than EL for daytime readability.
Dead-front graphic overlays (opaque at rest, backlit legends visible only when illuminated) work with both EL and filtered LED and are standard practice for avionics HMI panels that need clean icon presentation in both daylight and NVG night operations.
Claim-safety note: Niceone designs membrane switch backlighting to NVIS-compatible specifications. We do not provide MIL-STD-3009 compliance certification for finished assemblies — that certification process is managed by the avionics OEM and their test authority.
Outgassing occurs when adhesives, inks, and polymer films release volatile compounds at elevated temperature or reduced pressure — both conditions present in an avionics enclosure. These compounds can deposit on optical sensor lenses, contaminate precision PCB assemblies, or cloud transparent display windows.
The standard reference test is ASTM E595, which specifies:
Total Mass Loss (TML) ≤ 1.0%
Collected Volatile Condensable Materials (CVCM) ≤ 0.10%
Materials that meet these limits include certain polyimide films, specific low-VOC silver conductor inks, and aerospace-grade pressure-sensitive adhesives. Standard industrial-grade materials frequently do not meet these limits.
Niceone’s production team can specify low-outgassing adhesive systems and conductor inks based on the buyer’s stated outgassing requirement. This must be flagged at RFQ stage — it is not a default material option. Confirm your ASTM E595 requirement (or your platform operator’s equivalent) when submitting design files.
Cockpit membrane switches are actuated by gloved hands under vibration load, often at oblique angles, with the operator unable to look directly at the panel. These conditions favour metal dome over polydome for several reasons.
Stainless steel metal domes provide:
Crisper, more positive tactile feedback — detectable through a glove
Higher temperature stability than polydome through the full −55 °C to +85 °C range
Greater consistency of actuation force across service life
Polydomes are acceptable for cabin controls and cockpit areas with lighter actuation frequency requirements where cost is a primary driver.
Actuation force for cockpit HMI panels is typically specified in the 300–500 g range — firm enough for confident gloved actuation, light enough to avoid fatigue on multi-key sequences. Force target should be specified in your RFQ.
For cockpit key legend printing and backlighting window registration on metal dome assemblies, see our metal dome membrane switch page. Icon and legend printing on dome retainer layers is covered under our dome label and custom printing service.
IP65 is the standard minimum sealing target for sealed cockpit membrane switch panels — dust-tight and protected against low-pressure water jets from cleaning fluid application or condensate entry through cockpit seal imperfections.
IP67 is appropriate for higher-ingress-risk cabin control locations exposed to beverage spill, washdown, or sustained moisture exposure.
IP rating in a membrane switch assembly is achieved through:
Full perimeter gasket adhesive seal between overlay and bezel
Sealed connector tail exit (with appropriate strain relief and gasket at the panel wall penetration)
Overlay material selection — polyimide and polyester overlays maintain seal integrity under thermal cycling where polycarbonate may develop edge lifting
Tail exit sealing and connector specification (ZIF, FFC, or sealed panel connector) must be confirmed at design review. For buyers specifying PCB-based circuit layers in sealed aerospace enclosures, see our PCB membrane switch circuit build page.

Niceone’s design and engineering workflow for aerospace membrane switch panels starts with a design consultation — not a generic quote form. For US-based avionics OEM teams, our Connecticut office (18 Dayton Rd, Redding, CT 06896) is the first point of contact for engineering discussion, NDA execution, and spec review before production files go to the Dongguan factory.
The Dongguan factory handles the full custom manufacturing scope: polyimide FPC circuit fabrication, EL and filtered-LED backlighting integration, metal dome assembly, IP65/IP67 sealed construction, and prototype runs before volume production commitment.
This service is scoped to commercial avionics OEM applications — cockpit controls, cabin controls, avionics enclosure HMI panels — where the buyer’s engineering team manages the platform-level compliance process. We do not produce flight-critical certified parts, and AS9100 production certification is not a requirement or a claim for this scope. That framing removes a barrier that often delays inquiry unnecessarily.
For flight-critical production parts, AS9100 is typically required by the platform integrator. For commercial avionics OEM HMI panels — cockpit controls, cabin interfaces, avionics enclosure keypads — design-to-spec is the operative requirement. Niceone’s service is scoped to commercial avionics OEM applications, not flight-critical certified part production.
Electroluminescent (EL) backlighting and filtered LED arrays tuned to suppress near-IR emission above 625 nm are the two NVIS-compatible options. MIL-STD-3009 defines the radiance classes (Green A and Green B) your platform operator will specify. Standard white or blue LED backlighting is not compatible with NVG goggles.
The standard aerospace avionics range is −55 °C to +85 °C. Achieving this requires polyimide (Kapton-class) circuit substrate, aerospace-grade pressure-sensitive adhesive, and where necessary, a polyimide overlay film. Standard PET-based constructions are not rated for the low-temperature end of this range.
ASTM E595 measures Total Mass Loss (TML ≤ 1.0%) and Collected Volatile Condensable Materials (CVCM ≤ 0.10%) when materials are exposed to elevated temperature in vacuum. Passing this test confirms that adhesives and films will not deposit contaminants on optical or electronic components inside a sealed avionics enclosure. Specify your outgassing requirement at RFQ stage.
Yes. Our Dongguan factory supports prototype runs ahead of production commitment. Prototypes are built to the same aerospace material spec as the production run — polyimide FPC, NVIS backlighting, IP-rated sealing — so validation data is directly transferable. Contact our CT office to initiate design review and prototype scope.
To begin, send your avionics HMI panel requirements to our engineering team. Include as much of the following as your spec is ready to confirm:
Panel dimensions and key count / layout
Operating temperature requirement (confirm −55 °C to +85 °C or your platform’s actual range)
NVIS backlighting: required or not — and if yes, NVIS Green A or Green B class
Outgassing requirement (ASTM E595 or platform-specific standard)
IP rating required (IP65, IP67, or other)
Dome type (metal dome, polydome, or non-tactile)
Circuit layer preference (polyimide FPC, copper flex, or PCB-based)
Overlay material preference (polyimide, PET, or polycarbonate)
Connector type and tail exit direction
Prototype quantity first, then target production volume
Application context (cockpit panel, cabin control, avionics rack-mount interface)
US-based avionics OEM teams: contact our Redding, CT office directly for engineering discussion and NDA before submitting production files.
US Office: 18 Dayton Rd, Redding, CT 06896
Website: https://www.niceone-keypad.com
Do you have any questions, or would you like to speak directly with a representative?